品牌
经销商厂商性质
德宏傣族景颇族自治州所在地
云南密集烤房烟草药材烘烤热风炉火炉锅炉
密集烤房烤烟控制器,烟草锅炉热风炉,药材烘干燃煤锅炉,炉排炉条,电烤房电加热炉,国标火炉,单相循环风机,高低速热风循环风机,三相内循环风机,进风冷风门,鼓风机,排湿百叶窗,石棉绳,左右清灰门,维修门,大门,观察窗,土改密,锅炉上体,锅炉下体,耐火砖,温湿度传感器,卧室密集烤房板房长5100mm 宽2800mm 高2650mm 长6100mm 宽2800mm
密集烤房是烤煙生产中烘烤煙叶的设备。具有装煙密度大,使用风机进行强制通风和热风循环,平面、立面干球温差和湿球温差小,煙叶变黄,昆明新型电烤房配件批发价格、干燥均匀,烤后煙叶黄煙率高,烘烤时间短的特点,另外,还有温湿度自控系统辅助烘烤设备,操作方便,容易掌握,降低烘烤工作强度明显,节省烘烤用工等优点。密集烤房分气流上升式密集烤房和气流下降式密集烤房两种,昆明新型电烤房配件批发价格。两种密集烤房在烘烤煙叶的过程中,昆明新型电烤房配件批发价格,虽然气流不同,但仍具有较多的相似性。目前云南煙叶已进入成熟采收烘烤阶段,为确保提高煙叶烘烤质量,特提出密集烘烤操作技术要点,供各地烘烤煙叶参考。多功能生煎专业烘干!昆明新型电烤房配件批发价格

高温高循环风机产品好不好,主要看电机内部,如果电机损坏的话,维修或是重新购买*不便,而且费用较高。我公司的高温电机全都是厂家定制的180度以上高温铜线,比市场用的高温铜线略高一级;防护绝缘漆采用*的真空浸漆,保证电机的绝缘能力。电机内部所有的材料全部均使用耐高温材质。电机绝缘分F级、H级两种(正在开发C极),普通风机一般是B级!F级电机可在温度100度以下的环境可以*使用,H级可在130度以下可以*使用。昆明电烤房配件专卖米数电气--诚信为本,信誉*!

石棉绳又名硅酸铝纤维绳,一般在各种热设备和热传导系统中作保温隔热材料,或进一步加工制作成其它石棉制品。一般以石棉线为芯,经扭合编结而成。具有耐热、耐腐蚀、机械硬度强等特点,在化工、化纤、化学、造纸、食品等行业有广泛应用。
基本特点编辑
1、石棉纤维的轴向拉伸强度较高,有时可达374*104kg/m3,但不耐折皱,经数次折皱后拉伸强度明显下降。经扭合等工艺制作成石棉绳后,具有机械强度强的特点。
2、石棉纤维的导热系数为0.104~0.260kcal/m*℃*h,结构含水量在10%~15%之间。一般来说,在300℃下加热两小时质量损失较少,所以石棉绳具有良好的耐热性能。
3、石棉纤维的导电性能也很低,温石棉纤维的表面热阻为8.2*107~1.2*1010Ω,体积比热阻为1.9*108~4.79*109Ω*cm,因此石棉绳也是良好的绝缘材料。
装煙量大对于3棚的密集烤房,煙夹烘烤可通过提高单夹装叶片数来增加烤房的装煙量,增加量可达到45%。多个煙区的试验结果表明,煙夹烘烤的装煙量可以继续增加,进一步提高烤房工作效率。
云南密集烤房烟草药材烘烤热风炉火炉锅炉
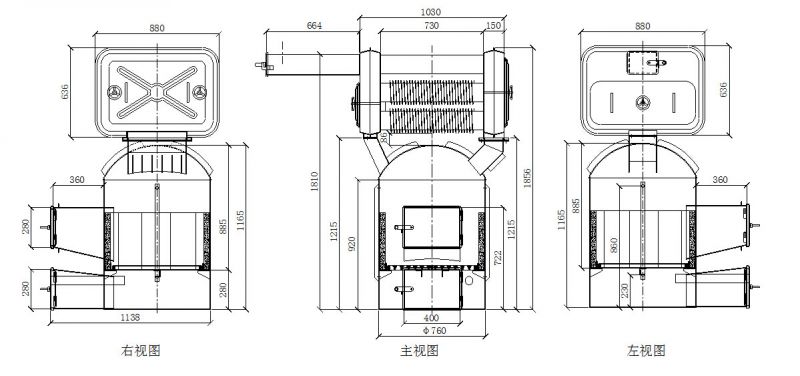
烘烤锅炉采用耐腐蚀性强的特定金属制作,由分体设计加工的换热器和炉体两部分组成。两部分对接的烟气管道与支撑架均采用螺栓紧固连接。换热器采用3—3—4自上而下三层10根换热管横列结构,其中下部7根翅片管,上部3根光管。炉体由椭圆形(或圆形)炉顶、圆柱形炉壁和圆形炉底焊接而成。在炉门口两侧的炉壁对称位置各设置一根二次进风管。采用正压或负压燃烧方式。炉底至火箱上沿总高度1856mm,其中炉体高度1165mm(不含炉顶翅片),底层翅片管翅片外缘距炉顶86mm。设备使用寿命10年以上。
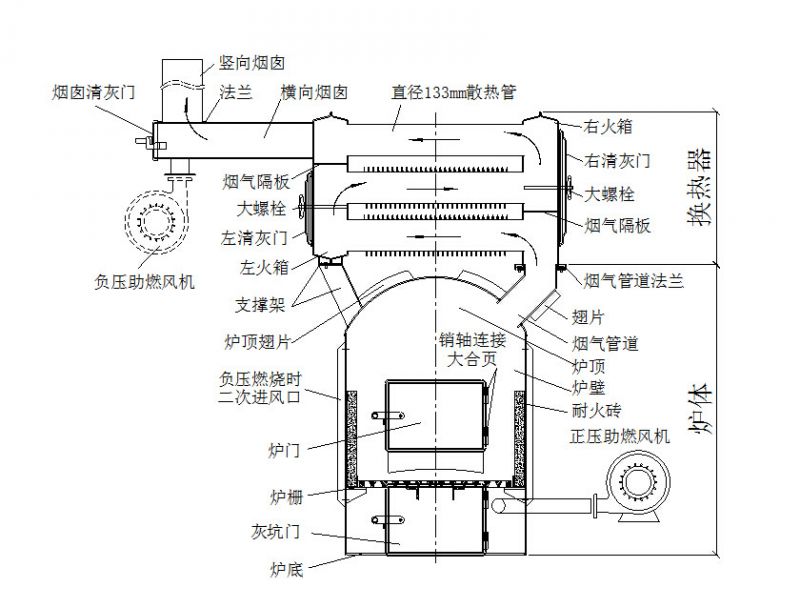
供热设备各部位名称示意图
供热设备结构示意图
换热器
换热器包括换热管、火箱和金属烟囱,配置清灰耙。烟气通过换热管两端的火箱从下*呈“S”形在层间流通,换热器结构与技术参数。

换热器主视图
换热管
采用厚度4mm耐硫酸露点腐蚀钢板(厚度4mm指实际厚度不低于4mm,下同)卷制焊接而成。管径133mm,管长745mm,与火箱焊接后管长730mm,上部3根为光管,下部7根为翅片管。翅片采用Q195标准翅片带,*选用耐候钢或耐酸钢翅片带,翅片高度20mm,厚度1.5mm,翅片间距15mm,带翅片部分管长645mm(图4),钢材符合GB/T700、GB699、GB/T221、GB/T15575和GB/T711规定。翅片带与光管采用高频电阻焊技术焊接,符合HG/T3181和JB/T6512标准。
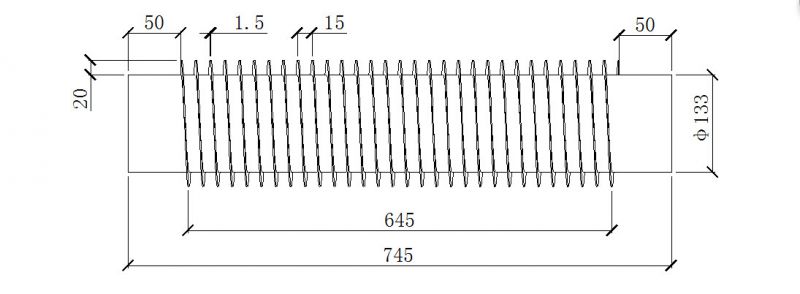
翅片管结构参数示意图
火箱
火箱是换热管层间烟气的流通通道,左火箱上侧与烟囱连通,右火箱下侧与炉顶烟气管道连通。火箱由内壁、外壁、清灰门、烟气隔板构成,在左右火箱的下侧分别焊接一段换热器支撑架和烟气管道,均采用4mm厚耐酸钢制作。
(1)火箱内壁
采用冲压拉伸成型加工。左右两个大小相同,结构相似,均开有从上至下为3—3—4排列的3层共10个φ135mm圆形开口,纵向中心距200mm,横向中心距215mm。换热管端部与两侧火箱内壁通过嵌入式焊接连接。右内壁下部居中开设432mm×42mm烟气通道开口。内壁焊接M14×200mm螺栓,左内壁1根或2根(位置参照右内壁),右内壁2根,配置有与螺栓相配套的镀铬手轮,手轮外径φ100mm,符合JB/T7273.3标准。
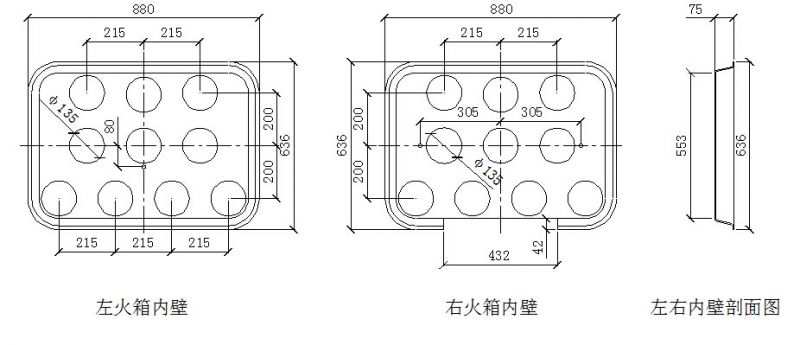
火箱内壁示意图
(2)火箱外壁
采用冲压拉伸成型加工。左右两个大小相同,在结构上有区别,尺寸略小于火箱内壁,方便焊接。左右外壁焊接在左右火箱内壁上。在左外壁上侧居中位置开设195mm×145mm的烟囱出口,下侧居中位置开设690mm×270mm左清灰口;在右外壁居中位置开设690mm×446mm的右清灰口,下部居中开设432mm×42mm烟气通道开口;左右清灰口四周冲压成环状封闭高12mm的外翻边,外翻边与清灰门上的凹陷槽闭合。
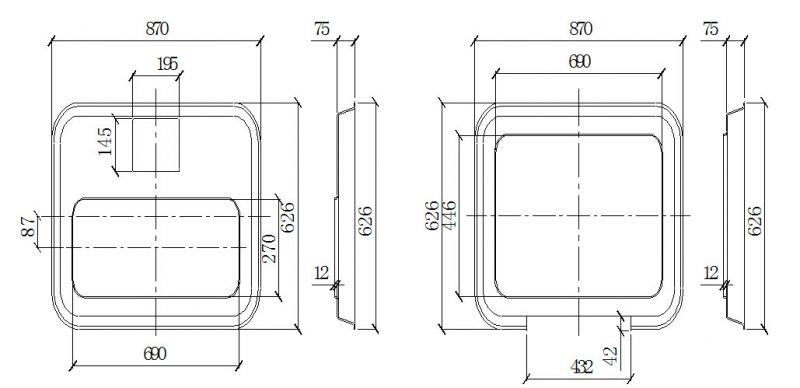
左火箱外壁 右火箱外壁
火箱外壁示意图
炉体
炉体包括炉顶、炉壁(含二次进风管)、炉栅、耐火砖内衬、炉门(含炉门框)和炉底。炉顶与炉壁、炉栅构成的空间为炉膛,炉栅和炉底之间的空间为灰坑。
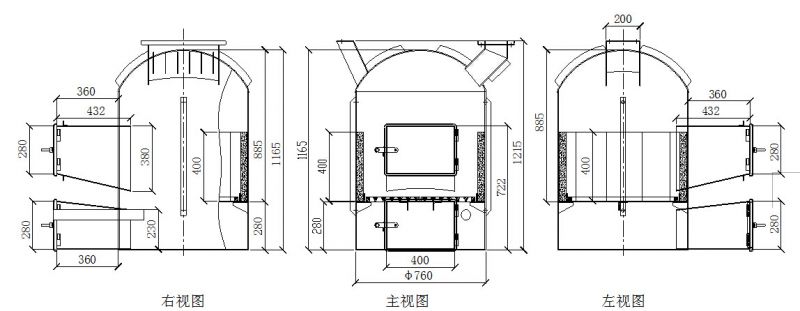
炉体结构示意图
设备安装
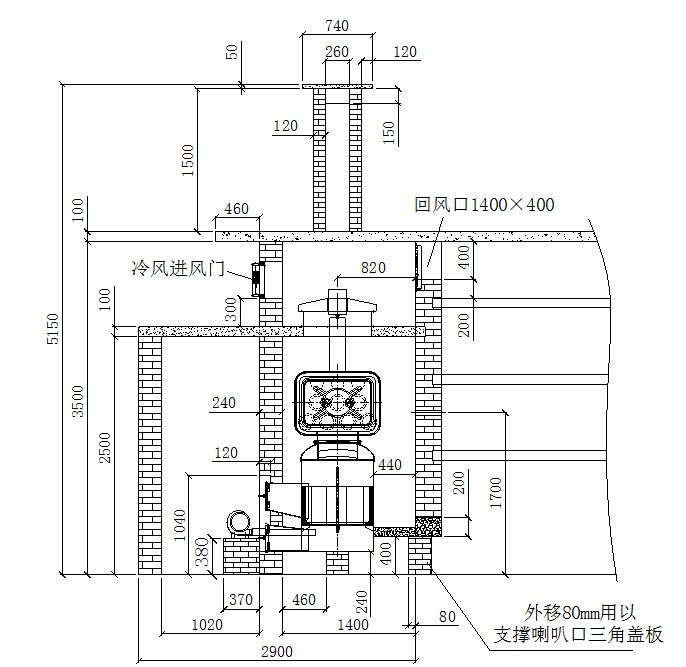
(1)原则上行连体密集烤房的装烟室砌筑,并完成循环风机台板整体浇筑及其上方土建部分砌筑,再安装供热设备,***后完成循环风机台板下方加热室墙体砌筑。气流上升式烤房加热室底部的喇叭形热风风道在设备安装前也要先砌好,做好盖板。
(2)在加热室地面砌两个120mm×240mm×高240mm砖墩。然后将炉体座到砖墩上,再把换热器座到炉体上。要求水平、居中。换热器中心以循环风机台板上的风机安装预留口中心为准。安装完成后,要检查炉膛内耐火砖是否完好。