
品牌
经销商厂商性质
上海市所在地
一、产品介绍:
电动高精度光栅式指示表检定仪可检定我国检定规程所列包括指示表、内径表、杠杆表、大量程百分表19种规格指示表,还可检定测微表、英制表以及数显表。此外,可检定仪器量程范围内的任意行程的特殊规格指示表。仪器自动按国家计量检定规程处理数据,显示并打印检定结果。
电动高精度光栅式指示表检定仪可用于测量和定位,或作测微计使用。
二、技术参数:
测量范围: 0-50mm
分 辨 力: 0.1μm
示值误差: 0-50mm:50mm内≤3.0μm 回程误差≤0.5μm
显示方式:中文液晶显示
打印方式:微型针式打印机
接口方式:RS232(9针)
电 源:DC12V
环境温度:(20±5)℃
相对湿度:(50-70)%RH
重量尺寸:15Kg,350mm*200mm*150mm
选配附件:计算机检定管理软件及测力功能装置(分辨率0.01N,量程20N)
三、产品特点:
1、速 度 快:电动高精度光栅式指示表检定仪内部设有高精密步进电机系统,采用电机定位方式替代人手,人工按键采样,减轻检定员劳动量,提高了检定速度和检定效率。
2、精 度 高:分辨力为 0.1μm,50mm范围内误差小于1.0μm,精度高于国内其它厂家。
3、功 能 强: 检定过程具有手动和定时采样功能,并具有检定音响提示功能和暂停、超差、错误操作提示和补点采样功能。
4、操作简易:采用液晶中文显示,方便直观。夹具设计*,装夹方便、覆盖面广、方便于各类被检表。
5、技术新颖:光栅部分采用新型机械、电子技术,精度高、重复性好。
四、使用说明
4.1操作说明
4.1.1 简述
电动高精度光栅式指示表检定仪是在半自动方式进行检定被检表。检定软件*按照国家计量检定规程,具体设计了多种指示表的检定程序,操作者只需安装好被表,然后输入被检表类型等几项信息即可开始检定。在检定过程中,人工转动仪器旋钮推动被检表改变其位移,对准刻线后采样光栅示值,仪器把每个检定点的位移示值经保存计算,并显示检定结果,完成检定。
4.2仪器安装
4.2.1 硬件安装
① 打开包装箱,首先对照随机装箱单,检查各部件是否完整。
② 将仪器从箱内小心取出并平放于稳定工作台上,过程中要避免较强的振动。
③ 将各连接线连接好。将随机电源的220V端口插在220V电源插座上。把微型打印机插上仪器后面四蕊航空插座上。
④ 确认无误后,可打开仪器电源。
4.2.2 仪器接口及操作面板
仪器接口:
仪器后侧接口面板。
包括:AC220V电源插口、四蕊微型打印机接口、电源开关及9针RS232接口。
仪器面板: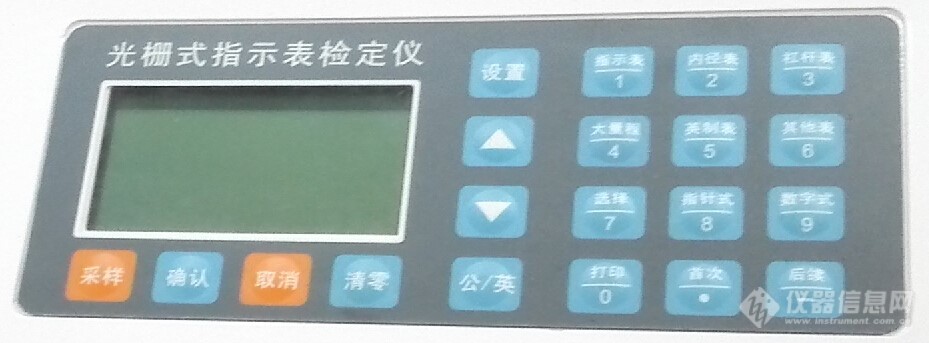
4.3 检定方法
4.3.1 开机
将仪器和电源、打印机连接好后,打开电源,仪器进入工作状态。
打印机红绿指示灯都亮。
转动手轮,光栅示值应该变动。
以上现象为仪器正作正常状态。
4.3.2 功能设置
按“设置”键进入功能设置(具体操作方法见功能设置),完成设置后按“取消”键返回主屏显示。
4.3.3 选表及内容设置
按数字键进行被检表的类型选择和内容设置(开机默认为:0-3mm指示表,具体操作方法见表类选择及设置),完成设置后按“取消”键返回主屏显示。指针对零:将所需检定的指示表装夹完成,转动手轮使指示表指针按顺时针对到“0”位。示值清零:按“清零”键后,光栅示值清“0”。
开始检定:
按“采样”键开始检定。
电动高精度光栅式指示表检定仪分自动采样检定和手动采样检定,其过程分别如下:
(1)自动采样检定过程:
若在设置中将“采样方式”中设置为“自动”,则仪器在按下“采样”键时,将按菜单中的“采样间隔”设置的时间如2秒,首*行“0”点采样,此后无需再按“采样”键,仪器将按设定的时间间隔自动进行逐点采样,每一点采样完成,发出“嘀”的一声提示。当完成正行程后一点采样时,仪器发出长“嘀”声提示后,开始回程点采样。当回到“0”点时,仪器再次发出长“嘀”声提示,完成检定。
在自动采样中,每一点采样完成,发出“嘀”的提声音后,应及时转动手轮,使指示表指针正确的指到下一检定点,等待采样,否则,将出现检定点数据采样错误。采样错误后,根据9项操作补检该点。
(2)手动采样检定过程:
若在菜单中将“采样方式”设置为“手动”,则在按下“采样”键“嘀”的提示声时就对“0”点采样,然后应转动手轮,使指示表指针正确指向下一检定点(第1点),再按“采样”键进行采样,再转动手轮,再次使指示表指针正确指向下一点(第2点),再按下“采样”键进行采样,如此逐点下去,每按一次“采样”键,采样一个检定点。当完成正行程后一点采样时,仪器发出长“嘀”声提示后,按“采样”键开始回程点采样,当回到“0”点时,按“采样”键,仪器再次发出长“嘀”声提示,完成检定。
4.3.4 查看检定结果及打印
完成检定后,仪器显示检定结果。按“▲”或“▼”
键翻屏,查看检定结果内容,按“打印”键打印检定结果,按“取消”键返回到主屏。(微型打印机使用方法见后说明)
4.3.5 重新检定
指针回零并且光栅示值清零后,无须进行菜单和表类选择及内容设置,请重复以上步骤。
4.3.6 检定暂停
自动采样检定过程中,当采样完当前点后,不转动手轮,仪器“嘀嘀”二声后自动停止采样,根据屏幕上方显示的检定点位置,依次如下操作:
符号“—”键:每按一次,依次清除一个已检定点。以便重新采样某个检定点。
“采样“键:继续该点采样。按下之后,转动手轮继续下一点采样。按“取消”键则退出本次检定。
4.3.7 数据保存说明
本仪器仅对本次检定数据保存处理。检定后请按需要及时打印检定结果和数据。
4.3.8 大量程百分表的检定
大量程百分表是在不均匀间隔下检定的。检定前可在“菜单”中设置采样方式为手动。检定间隔如下:
指针式: 0-1mm采样间隔0.2mm。
1-10mm采样间隔0.5mm,
10-20mm采样间隔1mm,
20-50mm采样间隔5mm。
数显式: 0-10mm采样间隔0.2mm。
10-50mm采样间隔2mm。
4.3.9 未完成检定时的重新开始
在未完成检定时要重新开始检定,切记必须首先按“取消”键终止当次检定,然后进行以上步骤操作,否则出现采样错误。
4.3.10 检定过程的停止和重新开始
在检定过程中,若出现操作错误或其它情况,按“取消”键即可终止当次检定。
重新开始按“采样”键即可;未完成检定,要重新开始检定必须按“取消”键终止当次检定后,按“采样”开始。
4.3.11 打印记录
本机具有一次记录多次打印功能,并有打印选项功能。分为表头、数据、表头及数据三方式打印。
打印过程中,仪器不能进行任何操作。
4.4 菜单设置
4.4.1菜单内容说明
“采样间隔”为整数秒,指在自动采样方式时,对两个检定点采样的间隔时间。
“采样方式”包括“自动”与“手动”。
“自动”是指检定中仪器按“采样间隔”中设置的时间间隔自动逐点采样,直到完成或按“取消”键停止采样。
“手动”是指只有在按下“采样/开始”键时才采样检定点,每按一次采样一点。
“超差提示”功能。选择“是”则检定过程中有误差超差报警功能。
4.4.2菜单设置步骤
在主屏显示时,按“设置”键即可查看及设置菜单内容,按“取消”键退出设置。设置步骤如下:
1.在主屏显示时,按“设置”键即进入菜单内容显示及设置。此时光标闪烁,光标所指项为选中设置项。按“▲”或“▼”键上下循环移动光标选择菜单项,按“确认”键,则选中项显示内容将被保存到记忆体中。
2.“采样间隔”可在光标位置输入数字,大为9秒。
3.“采样方式”和“超差提示” 只能按“选择”键进行选择“自动”或“手动”,每按一次转换一次。
4.设置完毕,按“取消”键退出菜单,完成菜单设置。
4.5 检定误差
为使检定过程直观方便,仪器在检定过程中可显示检定点及误差值,其操作如下:
显示格式:
XX → X : XX.X um
从左向右共四部分,分别表示:
1,XX:表示总检定点数;
2,“→”代表正行程检定,“←”反行程检定;
3,X:当前检定点;
4,当前检定点误差值 XX.X um 或 –XX.X um ;
4.6检定结果
电动高精度光栅式指示表检定仪检定结果按我国现行国家检定规程JJG34-2008,JJG35-2006,JJF1102-2003及JJG379-2009进行判定,不符合检定规程的检定过程,结果判定无效,仅供参考。
1.内径百分表设置:
当选择内径百分表时,首先显示其类型。“▲”或“▼”键选择被检表类型,选中后按“确认”键,进入并显示测量范围选择,同样按“▲”或“▼”键选择,选中后按“确认”进入并显示表类内容,即“编号”,“行程”,“间隔”,然后按上面2项操作即可.
2.在设置过程中,按“取消”键,即可退出设置,当前显示的“编号”,“行程”,“间隔”,即为有效。
4.7 打印机设置
微型打印机通电后,红、绿两指示灯灯都为亮状态。
1.打印状态:红绿两灯都亮时为打印等待状态。
2.进纸操作:按“SEL”键后,绿灯灭后(红灯仍亮),再按“LF”键,打印机开始进纸运转,放入纸条进纸后,再安“SEL”键退出进纸,返回打印状态。
注意:当电动高精度光栅式指示表检定仪连接计算机时,必须断开微型打印机。两者只能选择其一连接。











