




免费会员 经销商
参考价:
-
- 面议
DTI-81-3824-8483- 工厂漏排污水在线监测溶解氧COD在线检测-水质五参数监测仪
具体成交价以合同协议为准
2020-06-01深圳市
- 型号
- DTI-81-3824-8483-
该企业相似产品

产品简介
工厂漏排污水在线监测溶解氧COD在线检测
由于可防止各种微生物菌群的流失,有利于生长速度缓慢的硝化等)的生长,从而使系统中各种代谢过程顺利进行。
详细信息
由于可防止各种微生物菌群的流失,有利于生长速度缓慢的硝化等)的生长,从而使系统中各种代谢过程顺利进行。
工厂漏排污水在线监测溶解氧COD在线检测
工艺流程
原水→格栅→调节池→提升泵→生物反应器→循环泵→膜组件→消毒装置→中水贮池→中水用水系统
工艺流程说明
污水经格栅进入调节池后经提升泵进入生物反应器,通过PLC控制器开启曝气机充氧,生物反应器出水经循环泵进入膜分离处理单元,浓水返回调节池,膜分离的水经过快速混合法氯化消毒(次氯酸钠、漂氯片)后,进入中水贮水池。反冲洗泵利用清洗池中处理水对膜处理设备进行反冲洗,反冲污水返回调节池。通过生物反应器内的水位控制提升泵的启闭。膜单元的过滤操作与反冲洗操作可自动或手动控制。当膜单元需要化学清洗操作时,关闭进水阀和污水循环阀,打开药洗阀和药剂循环阀,启动药液循环泵,进行化学清洗操作。
MBR工艺特点
膜生物处理技术应用于废水再生利用方面,具有以下几个特点:
(1)能地进行固液分离,将废水中的悬浮物质、胶体物质、生物单元流失的微生物菌群与已净化的水分开。分离工艺简单,占地面积小,出水水质好,一般不须经三级处理即可回用。
(2)可使生物处理单元内生物量维持在高浓度,使容积负荷大大提高,同时膜分离的性,使处理单元水力停留时间大大的缩短,生物反应器的占地面积相应减少。
(3)由于可防止各种微生物菌群的流失,有利于生长速度缓慢的硝化等)的生长,从而使系统中各种代谢过程顺利进行。
(4)使一些大分子难降解有机物的停留时间变长,有利于它们的分解。
〔5〕膜处理技术与其它的过滤分离技术一样,在*的运转过程中,膜作为一种过滤介质堵塞,膜的通过水量运转时间而逐渐下降有效的反冲洗和化学清洗可减缓膜通量的下降,维持MBR系统的有效使用寿命。
(6)MBR技术应用在城市污水处理中,由于其工艺简单,操作方便,可以实现全自动运行管理。
工厂漏排污水在线监测溶解氧COD在线检测
- 产品概述
AMT-DO300溶解氧智能型水质传感器具有体积小,携带方便,操作灵活的特点,能够实现随时随地检测功能,及时有效发现水污染状况,帮助用户针对检测数据做出相应和处理措施。
的薄膜技术,适应于各种强污染场合,无需补充电解质溶液以及频繁更换膜片;大容量电解液储存结构,可保证电连续长时间工作。连续监测数据通过变送输出连接记录仪实现远传监控与记录,也可以连接RS485接口通过MODBUS-RTU协议可方便联物联网云平台实现监控与记录。目前已广泛应用于污水处理、环境监测、养殖、游泳池、物联网应用等领域的含氧量监测。
- 功能优势
● 采用光学技术原理,无需补充电解质溶液以及频繁更换膜片;
● RS485输出,支持Modbus/RTU协议,便于用户二次集成;
● 使用时无需预热,可在45s内实现响应;
● 低功耗,免维护,适合野外*监测使用;
● 对流速无要求,测量过程之后不消耗氧气;
● 配套云平台,可实现远程监控管理以及海量数据储存;
● 数字化传感器*力强,传输距离远;
● 拥有故障自诊功能,保证数据准确性;
● 采用进口荧光帽,防腐蚀,大大延长传感器使用寿命。
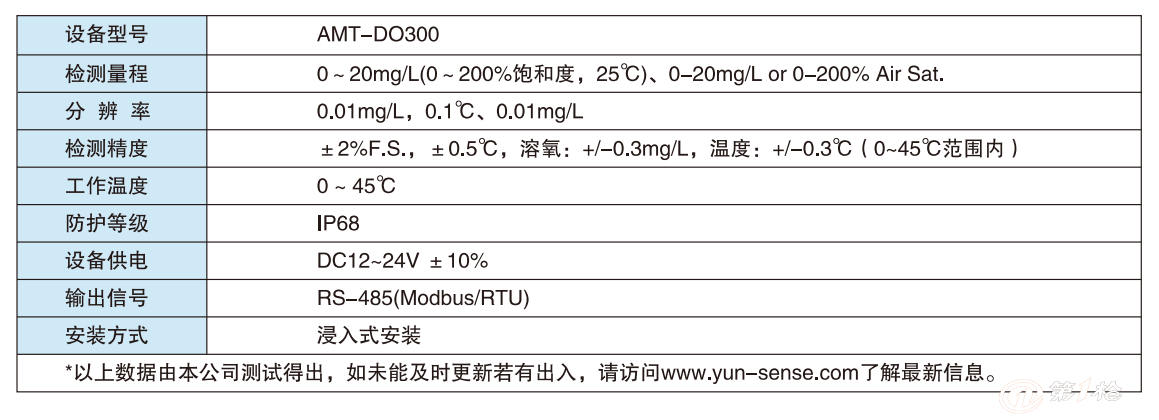
- 技术参数
- 工作原理(荧光法)
荧光法溶解氧测量仪基于荧光猝熄原理。蓝光照射到荧光物质上使荧光物质激发并发出红光,由于氧分子可以带走能量(猝熄效应),所以激发的红光的时间和强度与氧分子的浓度成反比。通过测量激发红光与参比光的相位差,并与内部标定值对比,从而可计算出氧分子的浓。
水中的氧气浓度越高,释放红光的时间就越短。在红光释放时间与溶解氧浓度之间建立相关性,仪器通过测定红光的释放时间计算出溶解氧浓度,进而在屏幕中直接显示出溶解氧浓度。
- 水质传感器构成
水质传感器是一种检测装置,内部电液和水中离子浓度差会在工作电的膜两边产生电化学电压,电压通过高传导性的内部电引到放大器,参考电同样引到放大器的地点。通过检测一个的已知离子浓度的标准溶液获得定标曲线,从而检测水中的离子浓度。
水质传感器是由数据感应模块、数据处理模块、无线通信模块、电源供应模块四部分组成,满足信息的采集、传输、处理、存储、显示、记录和控制等要求如图所示:
数据感应模块负责监测区域内信息的采集和数据转换,主要由水质采集模块信号调理单元组成;数据处理模块负责控制整个传感器和处理监测数据,以及缓存其它节点发来的数据,主要由处理单元和存储器组成;无线通信模块负责与其它节点进行无线通信、交换控制信息、收发监测数据,主要由DTU组成;供电模块负责对传感器节点的每个模块进行供电。
相关技术文章




